Company products
Services
Production
Design
Our enterprise offers complex design of objects of fuel and energy complex, as well as objects of civil engineering.
Our purpose is to provide...
Preparation of KMD drawings
Our company performs preparation of KMD drawings using up-to-date software Advance Steel in 3D format. This program is a customized application to AutoCad for...
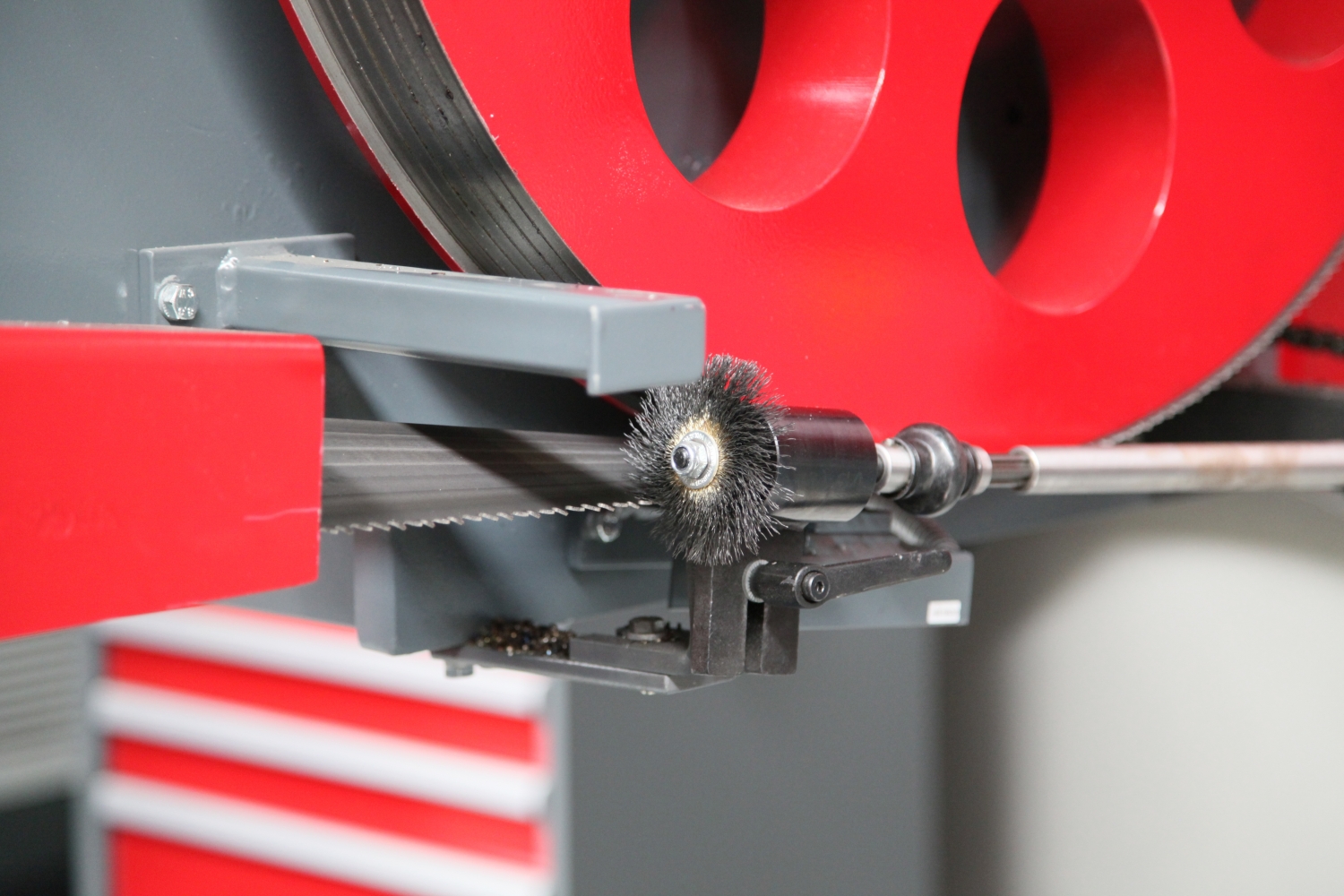
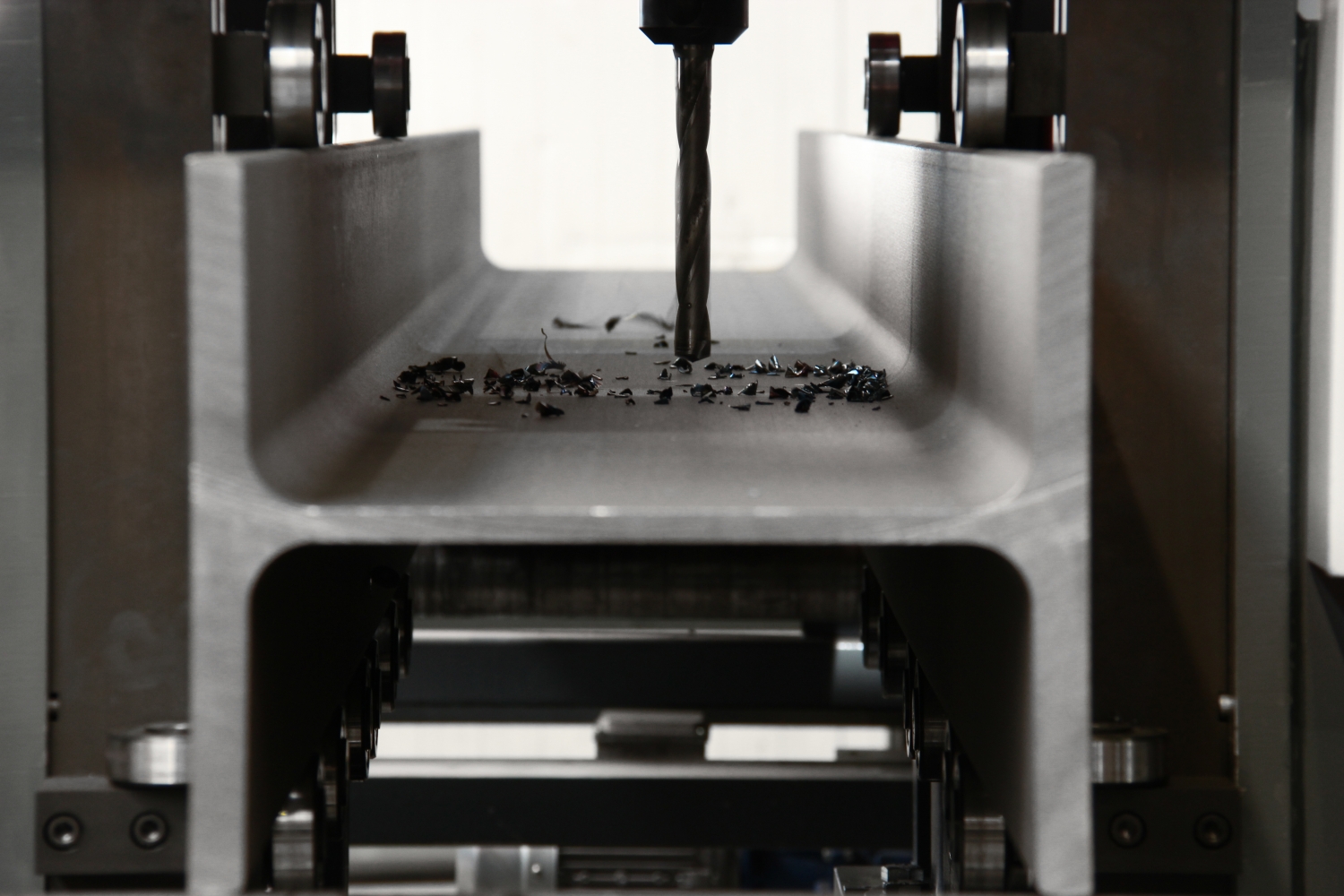
Plasma and heat cutting and metal drilling
Ufa Oil and Gas Equipment Plant offers the following sheet and profile metal roll processing services. Use of high-tech equipment, high qualification of specialists...
Shot blasting
Short blasting technology is technology of processing of metal surfaces which is based on impact of fine spherical particles on metal. This method...
Anticorrosive treatment
Our enterprise performs anticorrosive treatment for different types of structures. The production plant is located in Ufa. We maintain partnership with the leading...
Heat insulation and electric wiring
Our enterprise performs heat insulation works using the most effective and best domestic and foreign heat insulation, fireproof materials and prefabricated structures. We also perform...
Preparation of KMD drawings
KMD drawings are prepared on the up-to-date software Advance Steel in 3D format. This program is a customized application to AutoCad for 3D construction...
Production process
The Production Department of the Ufa Metalworks is a shop of total area of 13 000 sq.m, where the equipment necessary for production of tanks, vessels...
Equipment
Metal structures are manufactured on Voortman (a well-known Dutch company) automatic line for production of metal parts and subproducts
 Design by Architect
Design by Architect{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}